Изготовление педикюрных инструментов по сей день представляет собой высококвалифицированную ручную работу, которая только на отдельных этапах упрощается использованием станков.
Производство режущих и рабочих инструментов, а также машиностроение традиционно развивались в той местности, где в качестве источника энергии в распоряжении человека имелась вода. Поэтому промышленные предприятия появлялись и росли, прежде всего, вблизи небольших рек и ручьев. Применение водяного колеса, с одной стороны, упростило обработку металлов, с другой стороны - создало условия для возникновения ткацких фабрик, прядилен и мельниц.
Энергия с больших водяных колес по цилиндрическим и коническим зубчатым колесам через большие валы (трансмиссионные валы) передавалась на более мелкие валы, подводившие ее к ткацким станкам, размольным установкам, месильным машинам, прессам, шлифовальным камням и прочим станкам или машинам. С малых валов энергия через ременной привод распределялась по рабочим местам, поэтому одно водяное колесо обеспечивало функционирование нескольких таких мест. Недостаток упомянутого способа распределения энергии очевиден: если на одном рабочем месте был необходим ремонт или, например, замена шлифовального диска, то работа останавливалась на всех местах. Позднее на смену водяным колесам пришли паровые машины.
В начале XX века развитие техники позволило оборудовать каждое рабочее место отдельным мощным электромотором.
Самым известным местом производства режущих инструментов в Германии является, пожалуй, город Золинген, где уже в XIV веке «точильни» - мастерские, в которых изготавливались различные режущие инструменты, были оборудованы водяными колесами. С 1612 года в мастерской «Балькхаузер Коттен» (Balkhauser Kotten) водяное колесо обеспечивало энергией два цеха. Мастерская представляла собой два фахверковых здания в несколько этажей, построенных на берегах канала, отведенного от реки Вуппер. От двух водяных колес, поставленных вплотную друг к другу, по срединной оси зданий отходили два деревянных вала разных размеров, в каждом здании мастерской они выходили в помещение, которое имело назначение так называемой распределительной.
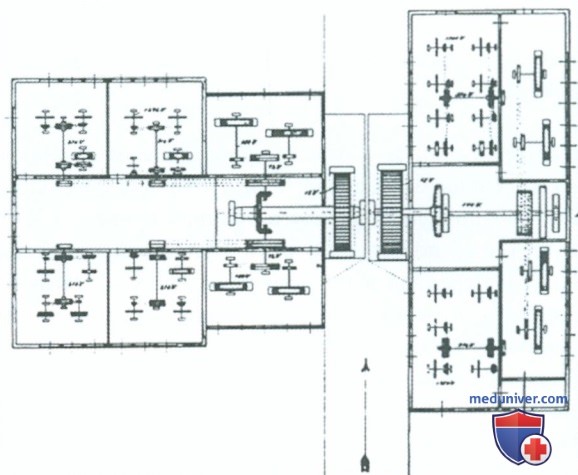
Рисунок 1. Мастерская «Балькхаузер Коттен», план первого этажа, 1922 год.
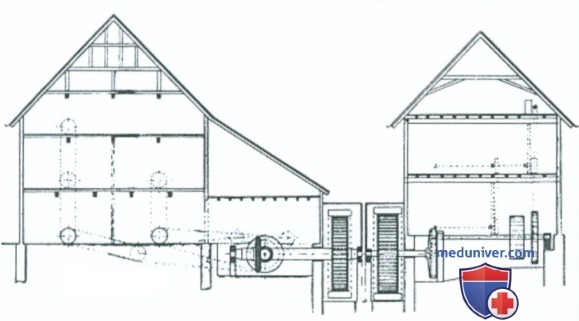
Рисунок 2. Мастерская «Балькхаузер Коттен», план здания в поперечном разрезе, 1922 год. Оба изображения взяты из книги: Franz Hendrichs, Schleifkotten an der Wupper, Solingen, 1922.
Из этих двух помещений, расположенных центрально в глубине зданий, производимая нижнебойными водяными колесами сила привода передавалась по взаимосцепленным зубчатым колесам, ременным приводам и тросовым блокам на деревянные трансмиссионные валы и в отдельные рабочие помещения, находившиеся на разных этажах; при этом в связи с наличием общего передающего вала образовывались как вертикальные, так и горизонтальные очереди помещений, в которые, в зависимости от размера точильных камней, можно было поставить до восьми таких камней.
Отдельные рабочие помещения освещались различным числом однотипных высоких прямоугольных окон, а в помещении общего передающего вала, в обращенной к каналу стене здания, имелась дверь, которая использовалась для технического обслуживания или обновления точильных дисков и камней, валов и зубчатых колес. В Золингене для обозначения мастерских использовалось слово Kotten, и означало оно не небольшой крестьянский домик, как в других областях Германии, а точильную или шлифовальную мастерскую, в которой с конца XIV века использовалась энергия воды.
Такие мастерские, или «точильные мельницы», возникали поначалу в долинах ручьев, в XVI веке также по течению реки Вуппер. Количества воды и перепада в течении реки было достаточно для того, чтобы приводить в движение многочисленные точильные и шлифовальные камни. Наибольшей численности исторические точильные мастерские достигли в XVII веке - 109 в 1684 году. Они потеряли свое значение с введением паровых машин и электрических моторов, которые обеспечили мастерам-точильщикам независимость от воды. Мастерская «Балькхаузер Коттен», восстановленная в стиле фахверк в XVIII веке, сохраняет старинные ремесленные традиции золингенских точильщиков. В Точильном музее можно понаблюдать за работой точильщиков ножниц, работающих по старинным традициям.
В горнице мастерской работающий в ней дизайнер представляет свои работы, выставки на исторические темы рассказывают о промышленности, ремесле, дизайне и культуре. (Источник: путеводитель по Золингену.) Посещение такой старинной мастерской доставит немало впечатлений любому подологу. Оно поможет выработать определенное отношение к инструментам, с которыми он работает, и понять их ценность. Мастерские-близнецы в Золингене по заявкам проводят экскурсии по производству, рассказывающие подологам о пути возникновения педикюрных инструментов.
Обобщенно, педикюрные кусачки можно разделить на две группы: с муфтовым соединением полотен и с соединением внахлест. Кусачки с муфтовым соединением обладают большей ценностью и сложнее в изготовлении. Рассмотрите щипцы для ногтей или кусачки для уголков с муфтовым соединением: вы заметите, что головка инструмента больше, чем муфта, через которую она была продета. Для того чтобы продеть через муфту головку инструмента, которая больше ее по размеру, муфту нагревают до 800 °C (до красного каления) и расширяют. Головку инструмента продевают через расширенную муфту и сразу обжимают.
Ниже представлен ряд фотографий, который поясняет процесс изготовления педикюрных инструментов с муфтовым соединением. На пути от заготовки до полной готовности инструмент проходит 22-50 этапов, большая часть которых выполняется вручную.
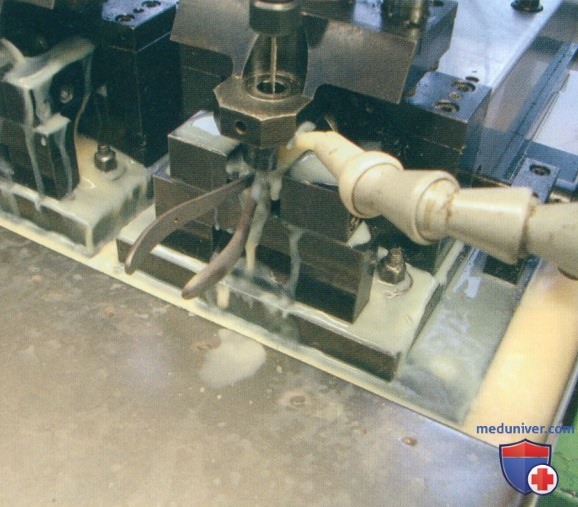
Рисунок 3. Зачистка сочленений (фрезеровка).
Рисунок 4. Две половины инструмента: полотно с муфтой и вставляемое в него полотно, после фрезеровки.
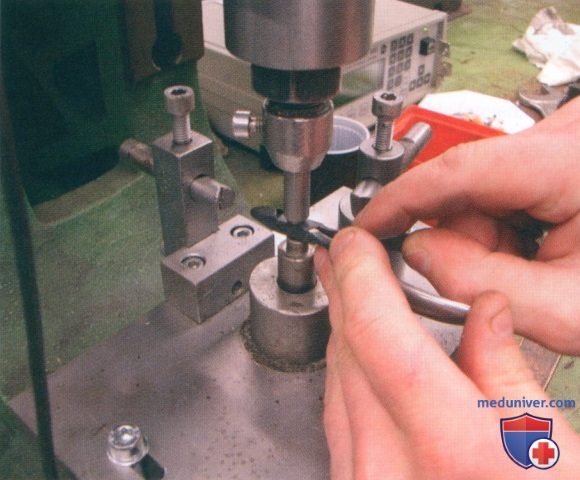
Рисунок 5. Высверливание отверстия под заклепку (в области соединения).
Рисунок 6. Щипцы для кожи - верхняя и нижняя половины, область соединения отфрезерована, просверлено утопленное отверстие.
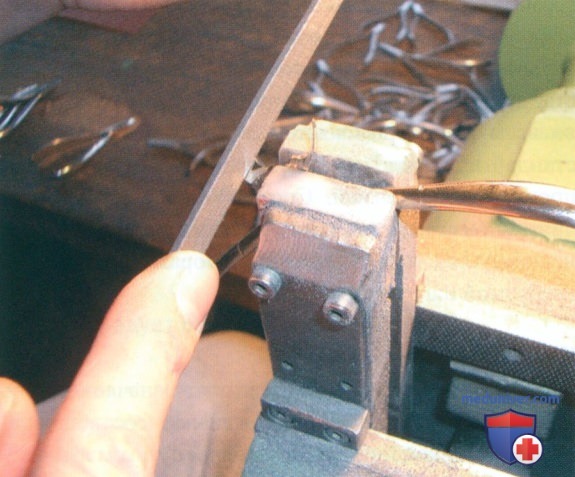
Рисунок 7. Отфрезерованное полотно с муфтой для второго полотна.
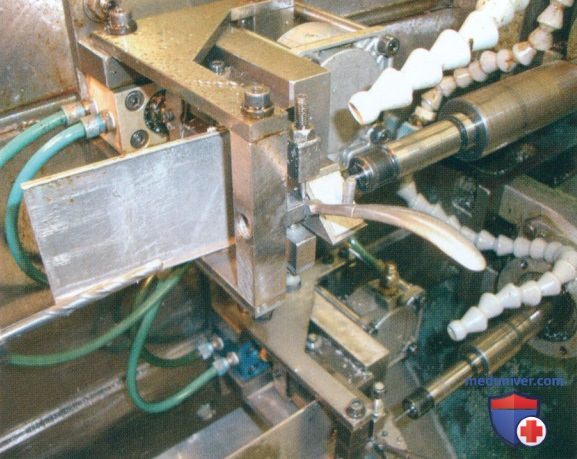
Рисунок 8. Индуктивное нагревание (около 800°С).
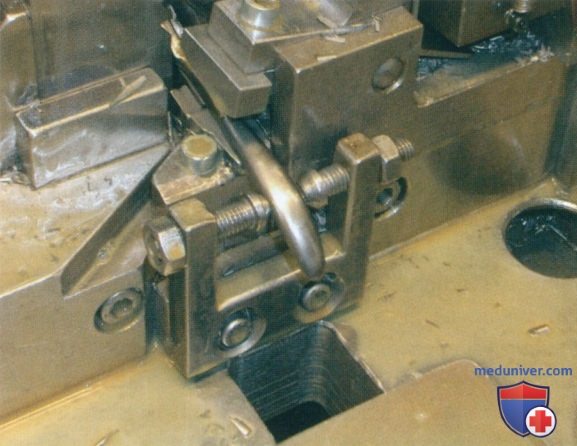
Рисунок 9. Сочленение полотен через муфту.
Рисунок 10. Обжатые щипцы с муфтовым соединением.
Рисунок 11. Обжимка щипцов.
Рисунок 12. Щипцы после вставки второго полотна, обжатые.
Рисунок 13. Высверливание отверстия под заклепку в собранных щипцах.
Рисунок 14. Клепка.
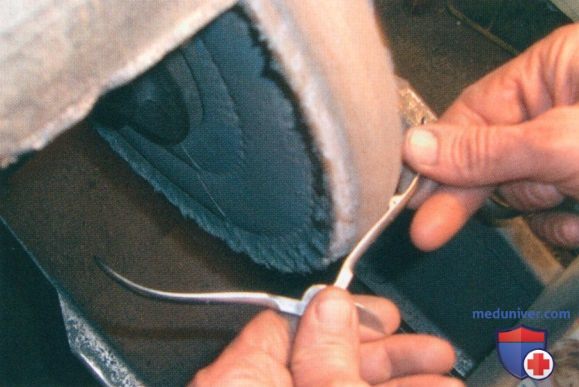
Рисунок 15. Шлифовка формы (С + С). Полная обработка головки щипцов.