Общие характеристики эндодонтических инструментов для препарирования корневых каналов зубов
а) Элементы дизайна. Инструменты для препарирования корневого канала, такие как К-файлы и никель-титановые вращающиеся (ротаторные) инструменты, следуют тем же конструкционным принципам, которые относятся к буравам и расширителям, используемым для работы по дереву и металлу соответственно, в то время как другие инструменты, такие как пульпэкстракторы и файлы Хедстрема (Hedstroem), не имеют прямой технологической корреляции.
Такие конструктивные элементы, как кончик, желобки и поперечное сечение, относятся к файлам и римерам, используемым во вращательных движениях. Эти соответствующие аспекты кратко описаны далее; для получения более полной информации читателю рекомендовано ознакомиться с дополнительной литературой.
1. Конструкция кончика. При препарировании корневого канала кончик инструмента выполняет две важные функции: направляет файл по каналу и помогает файлу глубже проникать в канал. Врач, не знакомый со строением кончика, в частности вращающегося инструмента, может сделать что-то из следующего: 1) транспортировать канал (если кончик способен расширять и используется слишком долго в одном положении в изогнутом канале) или 2) столкнуться чрезмерным скручиванием и переломом файла (если нережущий кончик проталкивают в канал с меньшим диаметром, чем сам кончик).
Угол и радиус передней кромки и близость желобков к фактическому кончику верхушки определяют режущую способность кончика инструмента. Режущая способность и ригидность файла определяют его предрасположенность к транспортации канала. Врач должен помнить, что в процессе использования гибкого файла с нережущим кончиком вряд ли произойдет 360-градусная транспортация канала.
Исследования действительно показали, что конструкция кончика влияет на контролируемость файла, эффективность и результат формирования системы корневых каналов. Верхушка первоначального К-файла напоминает пирамиду; кончики инструментов были описаны как режущие, нережущие и частично режущие, хотя четкого разделения между этими тремя типами не существует (рис. 1).
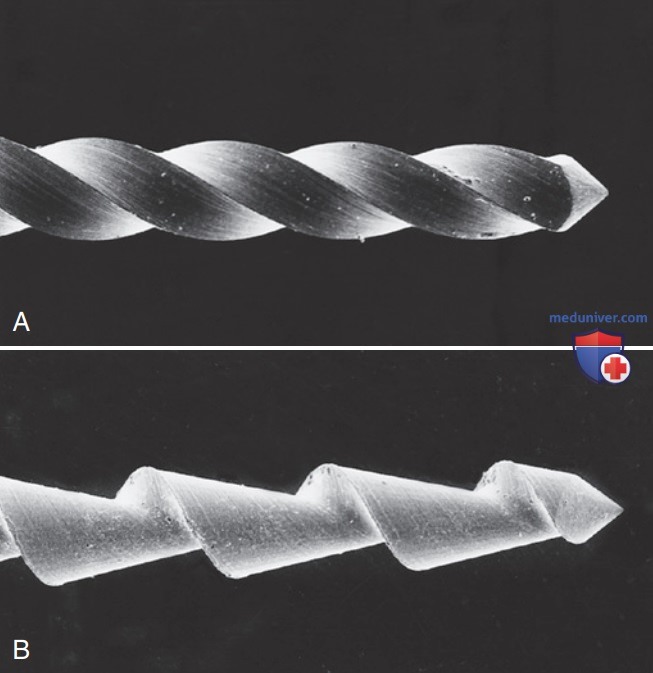
Рисунок 1. Сравнение геометрии желобка и конфигурации кончика ручного файла (на вставке) и никель-титанового вращающегося инструмента. А. К-файл с острыми режущими гранями (стрелка) и Batt-кончиком (острие стрелки). В. Ротационный файл GT с закругленным нережущим кончиком (острие стрелки), плавным переходом и направляющими радиальными плоскостями (стрелка)
Нережущие кончики, также называемые Batt-кончиками, создаются пришлифовыванием и сглаживанием верхушечной части инструмента (см. рис. 1, А). У Флекс-R-Файла была предложена модификация кончика, полностью изготовленная шлифованием таким образом, чтобы переходные углы были латерально сглажены между кончиком и рабочими частями инструмента. Подобные методы необходимы для изготовления никель-титановых К-файлов.
Для вращающихся никель-титановых файлов обычно используют закругленные нережущие кончики (см. рис. 1, Б), которые эффективно предотвращают ошибки препарирования, которые обнаруживались раньше при использовании так называемых безопасных режущих кончиков. Одним исключением из этого правила является тип вращающихся инструментов, специально разработанных для перелечивания; режущие кончики в этом случае помогают удалять имеющийся в корневом канале пломбировочный материал и достаточно безопасны.
2. Строение продольного и поперечного среза. Желобок на файле — это бороздка на рабочей поверхности, используемая для сбора остатков мягких тканей и дентинной крошки со стенок канала. Эффективность работы желобка зависит от его глубины, ширины, конфигурации и обработки поверхности. Поверхность с наибольшим диаметром, следующая по борозде (где пересекаются желобок и кромка), по мере ее вращения образует ведущий (режущий) край, или лезвие файла. Режущий край образует и отражает стружку со стенок канала и отрубает или разрезает мягкие ткани. Его эффективность зависит от угла наклона и остроты.
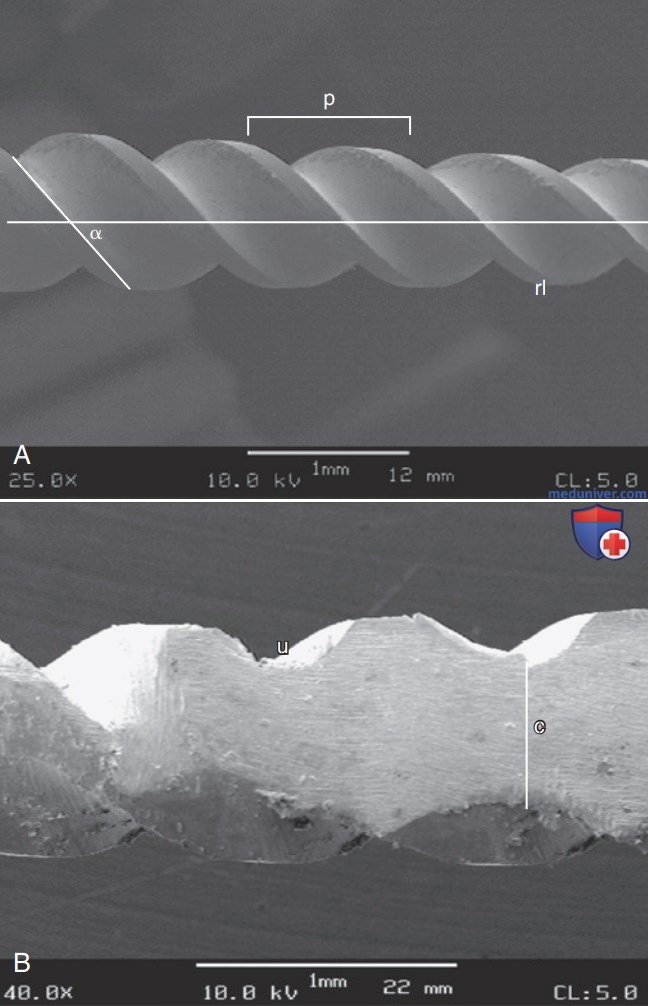
У некоторых инструментов есть элемент, расположенный между режущей и задней кромками, который образует большую площадь контакта со стенками корня; эту поверхность называют радиальной плоскостью (рис. 2). Предполагается, что такая плоскость снижает вероятность вкручивания файла в канал. Она также поддерживает режущие грани и ограничивает глубину среза. Ее положение относительно противоположной режущей грани и ширина определяют ее эффективность. С другой стороны, такие файлы обычно имеют меньшую режущую эффективность по сравнению с инструментами с треугольным поперечным сечением.
Рисунок 2. Характеристики дизайна никель-титанового вращающегося инструмента. А. Боковой вид показывает детали угла спирали, шага (р) и наличие направляющих областей, или радиальных плоскостей (rl) (сканирующая электронная микрофотография, х25). В. Основа рабочей части инструмента, представленного на рис. А, демонстрирующая U-образные выступы и размер сердцевины инструмента (с).
Для уменьшения сопротивления трению часть площади поверхности плоскости, которая вращается против стенок канала, может быть уменьшена с образованием зазора. Угол, который режущий край образует с продольной осью зуба, называется спиральным углом (см. рис. 2).
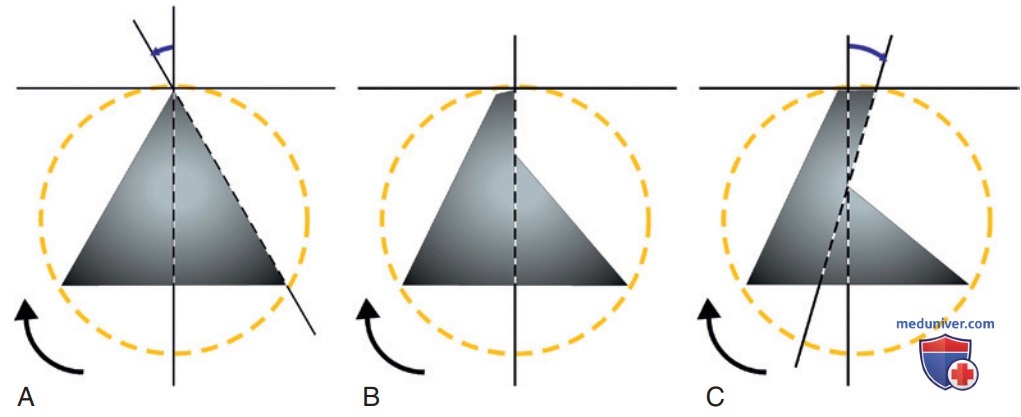
Если файл разрезать перпендикулярно его продольной оси, то угол, образованный ведущей гранью и радиусом файла в точке контакта со стенкой канала, будет называться передним углом. Если угол, образованный ведущей гранью и поверхностью, которую она режет, равен 90°, передний угол считают нейтральным. Передний угол также может быть отрицательным, или скоблящим (рис. 3, А), или положительным, или режущим (рис. 3, В).
Рисунок 3. Передний угол эндодонтического файла может быть отрицательным (А), нейтральным (В) или положительным (С).
Угол резания считается лучшим показателем режущей способности файла и определяется путем измерения угла, образованного ведущей гранью файла и касательной к стенке канала в точке контакта. Угол зазора соотносится с углом резания на задней кромке файла и, в случае реципрокальных движений, становится углом резания. Угол резания и передний угол в сумме составляют 90°.
Шагом файла называют расстояние между точкой на ведущей кромке и соответствующей точкой на соседней ведущей кромке (расстояние от одного «витка спирали» до другого) (см. рис. 2). Чем меньше шаг или чем короче расстояние между соответствующими точками, тем больше витков имеет файл и тем больше спиральный угол. Несмотря на то что К-файлы обычно имеют постоянный шаг спирали на каждый 1 мм, многие никельтитановые инструменты имеют разные шаги, изменяющиеся на протяжении рабочей поверхности. При использовании разного шага плотные спирали обычно находятся у верхушки файла, а по мере приближения к коронковой части файла между желобками становится все больше места.
Продольный срез инструмента обнажает его ядро (см. рис. 2). Внешний диаметр конусного инструмента возрастает от кончика по направлению к ручке; в зависимости от размеров ядра желобки могут пропорционально углубляться, в связи с чем конусность ядра может отличаться от наружной конусности.
Режущие углы, спиральные углы и наружная конусность и конусность ядра могут изменяться вдоль рабочей поверхности файла, и соотношение этих величин может меняться у разных инструментов одной серии. Изменение в любом из этих параметров может повлиять на эффективность файла или его предрасположенность к переломам по мере продвижения в пространство канала.
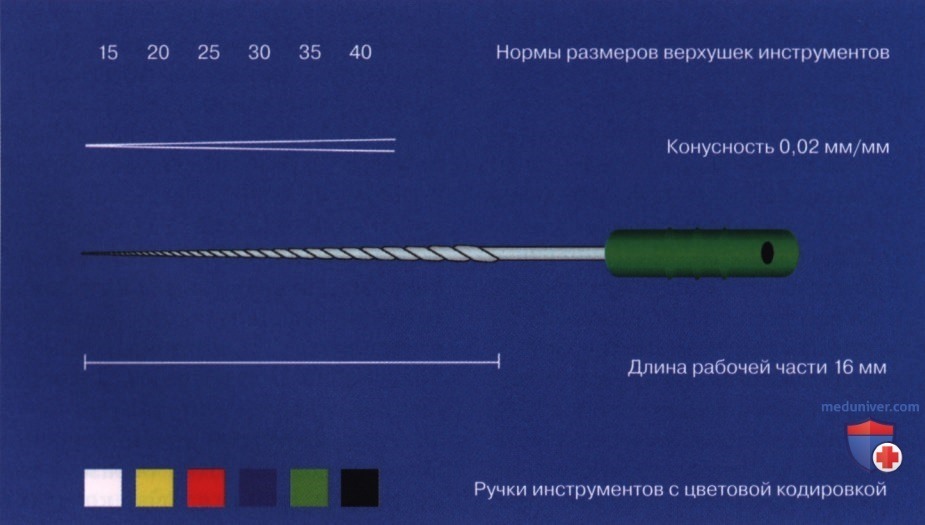
3. Конусность. Конусностью обычно выражают увеличение диаметра файла через каждый миллиметр на протяжении всей рабочей поверхности от кончика до рукоятки. Например, файл № 25 с конусностью 0,02 на расстоянии 1 мм от верхушки будет иметь диаметр 0,27 мм, на расстоянии 2 мм — 0,29 мм, на расстоянии 3 мм — 0,31 мм и так далее. Инструменты могут иметь постоянную или переменную конусность. Некоторые производители выражают конусность в процентах (например, об инструменте с конусностью 0,02 говорят, что она равна 2%; рис. 4).
Рисунок 4. Схематическое изображение ручного инструмента размера № 35, стандартизированного по ISO. Размер верхушки, конусность и цвет ручки регулируются нормами ISO/ANSI/ADA.
Разработка современных инструментов включает изменения в спиральном угле, шаге и конусности режущей части, что наряду с изменениями в сплавах и скорости вращения (об./мин) влияет на характер резания. Возможность определить поперечный диаметр инструмента в отдельной точке может помочь врачу определить размер файла в точке изгиба и относительную нагрузку, испытываемую инструментом. Инструменты с большей конусностью спроектированы таким образом, что кончик инструмента является направляющим, а средняя и устьевая части рабочей поверхности инструмента являются единственными контактирующими со стенками канала.
б) Стандарты Международной организации по стандартизации. Для улучшения качества эндодонтических инструментов были установлены стандартизированные характеристики. Например, Международная организация по стандартизации (ISO) работала над обозначением характеристик совместно с Международной стоматологической федерацией (FDI). Эти стандарты маркированы номером по ISO. ADA также была вовлечена в эту инициативу наряду с ANSI; эти стандарты отмечены номером ANSI. Тем не менее разработки новых инструментов привели к необходимости пересмотра имеющихся стандартов.
К эндодонтическим инструментам относятся 2 стандарта ISO. ISO № 3630-1 относится к К-файлам (как и ANSI № 28), Хедстрем-файлам (ANSI № 58) и пульпэкстракторам и рашпилям (ANSI № 63). ISO № 3630-3 относится к конденсерам, плаггерам и спредерам (ANSI № 71); однако термин «инструмент, стандартизированный по ISO» часто употребляют в качестве синонима «К-файлам» (см. рис. 4).
Одной важной особенностью стандартизированных по ISO ручных инструментов является заданное увеличение диаметра кончика на 0,05 или 0,1 мм в зависимости от размера инструмента (рис. 5). К- и Н-файлы, стандартизированные по ISO (рис. 6), доступны в трех вариантах длины (21, 25 и 31 мм), но имеют 16-миллиметровую часть с режущими бороздками (см. рис. 1 и 4). Диаметр поперечного сечения у первого переднего угла любого файла отмечают, как D0. Точка, располагающаяся на 1 мм корональнее, чем D0, — это D1, на 2 мм корональнее, чем DO — D2, и т.д. до D16. D16 — это точка наибольшего диаметра инструмента, стандартизированного по ISO. Каждый файл получает свое нумерационное название по диаметру в точке D0, и это подтверждается специальной цветовой кодировкой (см. рис. 4).
Рисунок 5. Увеличение диаметра кончика в абсолютных значениях и относительно файла меньшего размера. Обратите внимание на большое увеличение от размера №10 до 15.
Другим аспектом инструментов, стандартизированных по ISO, является стандартное расширение на 0,32 мм через 16 мм режущей части, или увеличение в диаметре на 0,02 мм на каждый миллиметр длины бороздок (конусность 0,02). Таким образом, инструмент размера № 10 имеет диаметр 0,1 мм в точке D0 и, соответственно, диаметр 0,42 мм в точке D16 [0,1 мм + (16x0,02 мм)]. Для инструмента размером № 50 диаметр в точке D0 составляет 0,5 мм и 0,82 мм в точке D16.
Дизайн по ISO является упрощением, которое имеет определенные недостатки, и это может объяснить клиническое наблюдение, что расширение корневого канала от размера № 10 до 15 значительно труднее, чем от № 55 до 60. Появление К-файлов с размером кончика между установленными ISO диаметрами, казалось, решило проблему. Однако использование таких файлов не рекомендовано повсеместно, возможно, потому, что утвержденный допуск на механическую обработку ±0,02 мм может свести на нет предполагаемые преимущества. Более того, хотя допуск ±0,02 мм предусмотрен нормой ISO, большинство производителей его не придерживаются.
Другая предложенная модификация относится к кончикам с постоянным увеличением диаметра на 29%. Такая модель размеров создает меньшие инструменты, которые несут меньшую нагрузку. Однако предполагаемые преимущества компенсируются большими диаметрами, поскольку увеличение на 29% между последующими файлами на самом деле выше, чем процентное изменение в файлах ISO.
Дальнейшие изменения в системе нумерации файлов разных размеров были введены несколькими производителями. Одна система предложила «половинные» размеры в пределах от № 15 до 60, что привело к появлению инструментов № 15, 17,5, 20, 22,5 и т.д.
в) Сплавы. Для эндодонтических инструментов сегодня используется 2 принципиально разных типа сплавов: нержавеющая сталь и никель-титан. Большинство ручных эндодонтических инструментов изготавливается из нержавеющей стали и обладает значительной устойчивостью к переломам. У врача, который осторожен в применении силы и придерживается строгой программы отбраковывания инструментов после использования, переломы инструментов должны быть редким явлением. Файлы из нержавеющей стали сравнительно недорогие, поэтому соответствующая очистка и стерилизация для повторного использования инструментов до № 60 могут быть экономически неэффективными. Если это так, то файлы до № 60 можно считать одноразовыми.
Некоторые боры и инструменты для использования в низкоскоростном наконечнике, такие как развертки Gates Glidden (Гейтс-Глидден), Peeso (Пьезо) боры и пилотные развертки для внутриканальных штифтов, также изготавливаются из нержавеющей стали. Инструменты для машинной обработки корневых каналов, тем не менее, обычно производят из никель-титана. Этот сплав обладает уникальными свойствами, в частности гибкостью и устойчивостью к коррозии
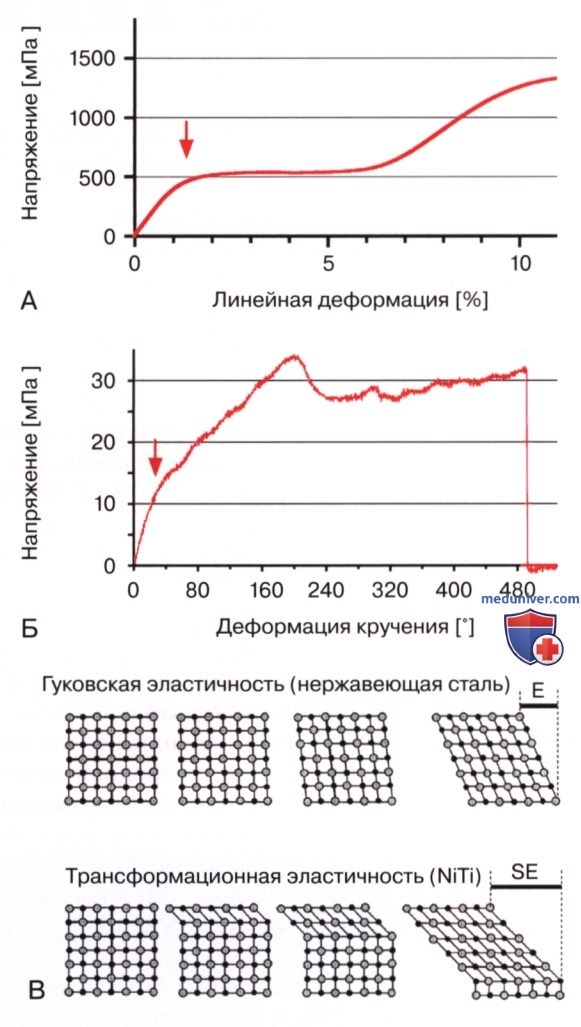
1. Физические и химические свойства сплавов стали и никель-титана. К металлам и их состоянию при производстве эндодонтических инструментов применяют базовые инженерные термины. Диаграммы зависимости деформации от напряжения описывают реакцию металлической проволоки на нагрузку в зависимости от ее кристаллической конфигурации (рис. 7).
Рисунок 7. Деформационно-прочностные свойства никель-титанового сплава. А. Схематическая диаграмма линейного расширения никель-титановой проволоки. Б. Испытание крутящего момента до разрушения никель-титанового инструмента ProFile размером N°60, конусности 0,04. Обратите внимание на двухфазную деформацию, помеченную стрелками на А и Б. В. Сравнение кристаллических решеток нержавеющей стали и никель-титана под нагрузкой. Гуковская эластичность объясняет упругие свойства (Е) стали, в то время как переход из мартенсита в аустенит и обратно происходит при псевдоупругих [РЕ] свойствах никель-титанового сплава.
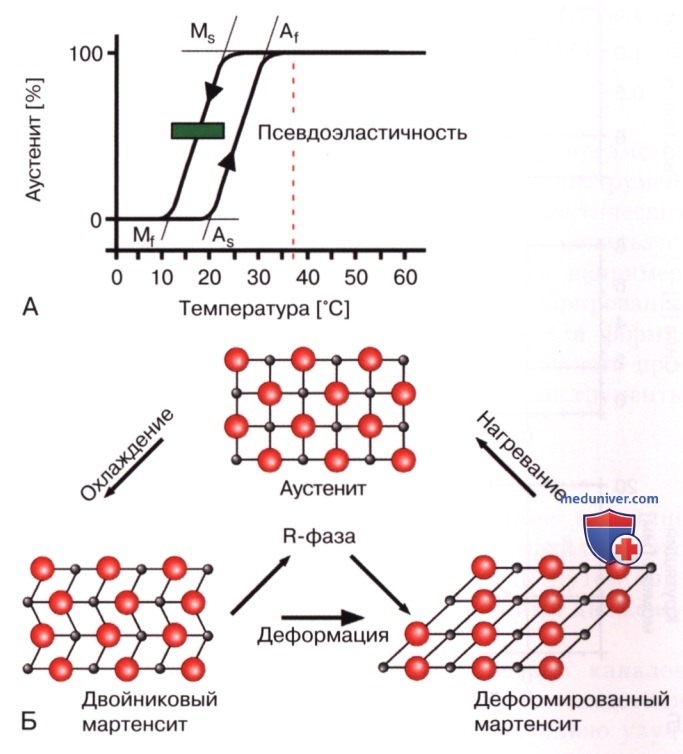
При разработке равноатомного нитинолового [этот акроним образован от «никель-титан, изученный в Naval Ordinance Laboratory (Лаборатория морской артиллерии)»] сплава [55% (по массе) никеля и 45% (по массе) титана] были обнаружены некоторые эффекты, которые связаны с его специфической кристаллической решеткой в двух стабильных основных фазах, аустените и мартенсите (рис. 8): эффект памяти формы как псевдоупругость, зависимая от температуры и деформации; все связанное с особенными термодинамическими свойствами нового сплава.
Рисунок 8. Псевдоэластические свойства никель-титана основаны на двух основных кристаллических конфигурациях, мартенсите и аустените, которые зависят от температуры [А] и прилагаемой деформации [Б]. Образование соответствующей конфигурации начинается при стартовых температурах Мs и As.
Walia и соавт. предположили, что свойства псевдоупругости нитинола-55 могут оказаться полезными в эндодонтии и сначала испытали ручные инструменты. Они обнаружили, что никель-титановые инструменты размера № 15 были вдвое или втрое более гибкими, чем стальные. Более того, инструменты показали превосходную устойчивость к угловому смещению.
Помимо прочего, при изгибе инструмента до 90° практически не наблюдалась пластическая деформация режущих борозд, и силы, необходимые для изгибания эндодонтического инструмента на 45°, у никель-титана были уменьшены на 50%. Серене (Serene) с коллегами обнаружили, что нагревание, возможно, происходящее в процессе стерилизации, даже могло восстанавливать молекулярную структуру использованных никель-титановых инструментов, что выражалось в увеличении устойчивости к перелому. Такое поведение характерно для современных инструментов из мартенсита.
Эти необычные свойства являются следствием молекулярной кристаллической фазовой трансформации в особенных кристаллических структурах аустенитовой и мартенситовой фаз сплава. Под воздействием внешнего напряжения аустенитная кристаллическая форма никель-титана превращается в мартенситную кристаллическую структуру, которая может выдерживать большее напряжение без увеличения деформации. В результате никель-титан обладает трансформационной упругостью, известной также как псевдоупругость, то есть способностью возвращать первоначальную форму после деформации (см. рис. 8, Б). Это свойство определяет тот факт, что никель-титановые инструменты обычно изготавливают путем фрезерования, а не скручивания.
Скручивание подразумевает пластическую деформацию и используется, например, для производства К-файлов из нержавеющей стали.
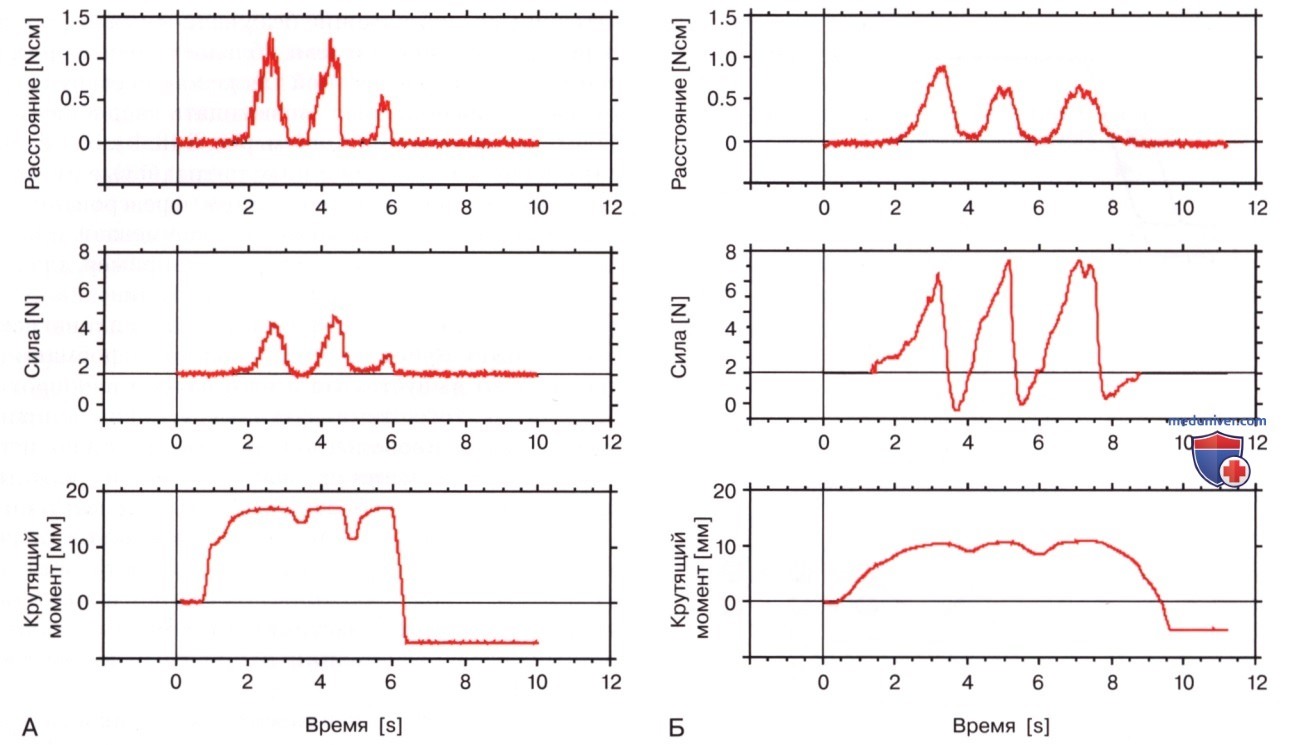
Как и приложение деформирующих сил, нагревание также может привести к фазовой трансформации (см. рис. 8, А) из аустенита в мартенсит и наоборот. Более того, температурные условия в процессе производства проволочной заготовки можно использовать для изменения ее свойств, наиболее важным из которых является гибкость. Для аустенитных эндодонтических инструментов ожидаемое значение воспроизводимого упругого отклика составляет до 7% (рис. 9). Однако большинство мартенситных инструментов будут менее эластичными и более склонными к пластической деформации в процессе использования.
Рисунок 9. Физические факторы (крутящий момент, осевая нагрузка, глубина введения), влияющие на инструментальную обработку канала согласно площадке исследования крутящего момента. A. ProFile размером № 45, конусностью 0,04 использовался в умеренно-искривленном канале однокорневого зуба, по технике «step-back» после апикальной обработки до 40 размера. Б. FlexMaster размером № 35, конусностью 0,06 использовался в искривленном задне-щечном канале первого моляра верхней челюсти по технике «crown-down» в начальной фазе обработки канала.
Эксперименты для проверки устойчивости к переломам демонстрируют физические свойства эндодонтических инструментов; согласно соответствующему стандарту ISO 3630-1, произведено сравнение различных конструкций по графам (рис. 9).
Попытки усовершенствовать никель-титановый сплав продолжаются, и отчеты свидетельствуют о том, что новые никель-титановые сплавы могут быть в 5 раз более гибкими, чем сплавы, используемые сегодня. У никель-титановых инструментов могут быть и такие недостатки, как следы фрезерования, заусенцы на металле или прокручивание. Некоторые исследователи заметили, что переломы никель-титановых инструментов берут начало в этих недостатках поверхности.
Поверхностные неровности могут обеспечивать резервуар для коррозивных веществ, особенно для натрия гипохлорита (NaOCl). Хлоридная коррозия может привести к точечному выкрашиванию и, возможно, к последующему перелому никель-титановых инструментов. Погружение в различные дезинфицирующие растворы на длительный период (например, замачивание на ночь) вызывало коррозию никель-титановых инструментов и последующее уменьшение сопротивления скручиванию. Для таких инструментов, как ProTaper, RaCe и ProFile385, погружение на 2 ч нарушало целостность сплава. Другие авторы не обнаружили коррозионного эффекта на инструменты К3 и ProFile.
Обычные процедуры стерилизации, по всей видимости, незначительно влияют на никель-титановые вращающиеся инструменты. В одном исследовании отмечалась лишь небольшая потеря материала при погружении инструментов LightSpeed в 1% и 5% раствор NaOCl на период 30-60 мин. Коррозия никельтитановых инструментов, применяемых в клиническом исследовании, следовательно, не могла значительно способствовать перелому, за исключением случаев, когда инструменты погружали в нагретый NaOCl на период более 60 мин. В большинстве исследований процедуры стерилизации, как представляется, не оказывали негативного влияния на сопротивление скручиванию или сопротивление усталости большинства никель-титановых инструментов: в этом аспекте аустенит и мартенсит вели себя чрезвычайно схожим образом.
В настоящее время продолжается дискуссия по вопросу влияния других аспектов клинического использования на механические свойства никель-титановых вращающихся инструментов. Наиболее вероятно, что клиническое использование приводит к некоторым изменениям в сплаве, теоретически, при деформационном упрочнении.
Другой стратегией по улучшению поверхностных характеристик является электролитическая полировка; также пробовалось покрытие поверхности и ионная имплантация. Электрополировка — это процесс, который удаляет такие неровности поверхности, как заусенцы и следы фрезы. Предполагается, что это улучшит свойства материала, особенно сопротивление усталости и коррозии; однако доказательства этим доводам смешанные. Одно исследование установило увеличение срока службы инструментов после электролитической полировки, в то время как другие не обнаружили улучшения сопротивления усталости электрополированных инструментов. Бослер (Boessler) с коллегами предположили, что, наряду с увеличением крутящей нагрузки, после электрополировки происходят изменения режущих свойств.
Антикоррозионная устойчивость электрополированных никель-титановых вращающихся инструментов также является спорной. Одно исследование обнаружило увеличение сопротивления коррозии у электрополированных инструментов RaCe, в то время как другая работа продемонстрировала похожую восприимчивость к коррозии у RaCe и неэлектрополированных инструментов ProFile. Были сделаны попытки улучшить качество поверхности путем ее покрытия нитридом титана. Последний процесс, вероятно, оказал благоприятное воздействие на режущую эффективность.
Возможно, более уместными, чем обработка поверхности, являются модификации базовых сплавов, которые значительно изменяют свойства материала в атомном соотношении. Первым запущенным в производство сплавом был M-wire (SportsWire, Лэнгли, Оклахома), который, как было показано, имел большее усталостное сопротивление при схожем сопротивлении кручению. В последнее время инструменты производят в технологическом процессе, включающем этапы прокаливания и охлаждения, чтобы создать инструменты, которые после этапа охлаждения при производстве проявляли бы больше мартенситных свойств при стоматологическом лечении, как определено их мартенситной температурой (см. рис. 8, А).
Под действием клинических условий эти сплавы более гибки и проявляют повышенное сопротивление к скручиванию. Примерами являются недавно представленные золотой и голубой типы сплавов (Dentsply Tulsa Dental Specialties, Талса, Оклахома) или так называемый сплав с контролируемой памятью, используемый в инструментах Hyflex (Coltene Endo, Кайахога-Фолс, Огайо).